|
The Plasma-Master Co., Ltd. has developed the technology
and also materials and the equipment for PTA-surfacing
of extruder and heat softening device screws. The
offered technology may be used with success both at
manufacturing of new details, and at restoration of
the worn-out parts.
Essence of a method
The essence of a method consists in deposition of
wear proof and corrosion-resistant material directly
on a crest of turn of screw.
 |
The plasma transferred
arc is used as a source of heating, the small-grained
powder blown into an arc by a stream transported
gas serves as an additive. Working gas - argon. |
Materials
Due to application of powder that is specially developed
for these purposes from the Fe-base
alloy PM21, the surfacing is conducted without
preheating of part practically in all range of diameters
from 32 up to 320 mm. It essentially simplifies technology
of surfacing.
Service life of screws surfaced by PM21 alloy raises
in comparison with nitrated screws in 3-5 times. PM21
alloy replaces expensive Stellite successfully that
is used abroad traditionally.
 |
|
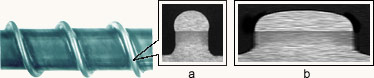
screw after use screw after surfacing
a - macrosection of surfaced screw turn without
vibration of plasma torch
b - macrosection of surfaced screw turn with vibration |
|
Characteristics
Surfaced metal combines high wear resistance, durability
and the plasticity, allowing to avoid occurrence of
cracks not only during surfacing but also in exploitation.
It is not inclined to tear and works with a nitrated
layer of the cylinder well. Hardness of metal after
surfacing is 43...45 HRC. After tempering at t ° =
650 °С, 1h its hardness raises up to 50...53 HRC.
The sizes of surfaced coat can be adjusted over a
wide range, changing of quantity of supplied additive
powder, amplitude of vibration of plasma torch and
speed of surfacing. Due to good formation of surfaced
metal the minimal allowance on the subsequent machining
is reached. At correctly chosen surfacing mode the
share of the basic metal does not exceed 5 %.
The
rate of use of an additive powder is 95 %.
Equipment
 PTA system based on PM-300
PTA system based on PM-300
|
The equipment created
on the basis of the PM-300
PTA surfacing module is used for PTA-surfacing of
screws. The screw-cutting lathe or any other mechanism
may be used for detail rotation and device moving
relative to the turn. The type of the machine
is usually caused by the maximal sizes of surfaced
parts. |
One operator carries
out the surfacing mainly in a semi-automatic mode.
However for surfacing of parts with complex geometry
of a turn or in places of transition from one
step on another, surfacing may be conducted in
a manual mode. Connection of additional PP-25 manual
PTA torch is provided for this
purpose in the PM-300 PTA surfacing module.
|
 PP-25 application
PP-25 application |
Many years experience of this technology using
has shown, that it is a highly effective, reliable
and economic way to increase the durability of a part.
Also see:
PM-300 PTA surfacing module
PP-25 - PTA torch for manual
surfacing
PMalloy 21 - Wear-resistant Fe-based
alloy
services: PTA-surfacing
science: Plasma
transferred arc surfacing (PTA-surfacing)
|





