|
1 · · · 2
· · · 3
· · · 4 · ·
· 5 · · ·
|
|

|
| Plasma
transferred arc surfacing (PTA-surfacing) |
Being a modern advanced technology, the plasma transferred
arc (PTA) surfacing is used wide to coat function areas
of high responsibility details with special materials, which
are resistant against intensive wear, corrosion, thermal
and percussive loading.
| PTA method schematic illustration |
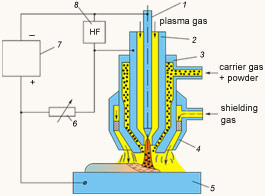 |
1. Electrode
2. Plasma nozzle
3. Focusing nozzle
4. Shielding nozzle
5. Work piece
6. Ballast resistance
7. Power source
8. Oscilation unit
|
The pilot arc is ignited generator between non-consumable
tungsten electrode and so called, plasma forming nozzle
with the help of high voltage. The pilot arc, in its turn,
creates the transferred arc between tungsten electrode the
treated detail. The transferred arc is constricted by the
plasma forming nozzle, getting higher temperature and concentration.
The additive powder is fed into the arc column.
It is possible to regulate process conditions so, that
the whole amount of powder and only a thin film on the detail
surface are melted. As a result, a metallurgical bond between
cladded layer and detail is provided with the minimum dilution
of the detail material (3-10%). Ar is basically used for
arc plasma supply, powder transport and molten material
shielding.
Comparing with conventional arc surfacing technologies
the PTA offers:
- high deposition rate up to 10 kg/h
- high quality of deposited metal
- minimum penetration into base metal (< 5%)
- minimum losses of filler material
- deposits between 0,5 - 5,0 thickness and 3,0 - 50,0
mm width can be produced rapidly in a single pass
- Fe-, Ni-, Co-, Cu- base alloys as well as composite
materials can be clad
In a competition with the laser surfacing the PTA technology
offers much more high productivity, comparable high quality
of deposits and significantly lower costs.
Typical application areas of the PTA technology
|
extruding machine screws
|
valves of internal combustion engines (motorcar,
marine, locomotive etc.)
|
|
|
|
|
cutting tools (milling cutters, broaches, knifes)
|
quid roll fittings, accessories for ships, petroleum
chemistry and power generation, hydrotransport, pump
plungers etc.
|
|
|
|
|
Also see:
services: PTA-surfacing
1 · · · 2 · · ·
3 · · · 4
· · · 5 · · ·
|










