|
Плазменно-порошковая наплавка (ППН) - механизированный
процесс, при котором источником теплоты служит плазменная
дуга, а присадочным материалом служат гранулированные
металлические порошки, которые подаются в плазмотрон
транспортирующим газом с помощью специального питателя.
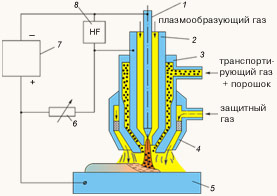 |
1. Электрод
2. Плазменное сопло
3. Фокусирующее сопло
4. Защитное сопло
5. Деталь
6. Балластный реостат
7. Источник питания
8. Осцилятор
|
Благодаря возможности регулирования в широком диапазоне
соотношения между тепловой мощностью дуги и подачей
присадочного порошка ППН обеспечивает достаточно высокую
производительность при минимальном проплавлении основного
металла, что позволяет обеспечивать требуемую твердость
и заданный химический состав наплавленного металла
уже на расстоянии 0,3-0,5 мм от поверхности сплавления.
Это дает возможность ограничится однослойной наплавкой
там, где электродуговым способом необходимо наплавить
3-4 слоя.
Важной особенностью ППН является отличное формирование
наплавленных валиков, стабильность и хорошая воспроизводимость
их размеров: установлено, что у 95% наплавленных деталей
отклонение толщины наплавленного слоя от номинального
размера не превышает 0,5 мм. Это позволяет существенно
сократить расход наплавочных материалов, время наплавки,
а также затраты на механическую обработку наплавленных
деталей.
ППН обеспечивает высокую работоспособность деталей
за счет отличного качества наплавленного металла,
его однородности, а также благоприятной структуры,
определяемой специфическими условиями кристаллизации
металла сварочной ванны.
Основные преимущества ППН:
- высокая производительность (до 10 кг/ч);
- высокое качество наплавленного металла;
- малая глубина проплавления основного металла
(до 5%)
- минимальные потери присадочного материала;
- возможность наплавки относительно тонких
слоев (0,5-5,0 мм);
В наплавочных плазмотронах можно использовать три
схемы ввода порошка в дугу:
- распределенный через кольцевую щель между соплами
(см.рис сверху);
- локальный боковой через канал в торце сопла;
- аксиальный через полый электрод.
Для ППН применяют порошки сталей и сплавов на основе
Ni, Co, Fe и Cu. Производят порошки преимущественно
методом распыления струи жидкого металла инертным
газом, что обеспечивает им отличные сварочно-технологические
свойства - хорошую сыпучесть, низкое содержание кислорода
(0,02-0,10 %) и др.
Области применения ППН-технологии
|
шнеки экструдеров и термопластавтоматов
|
клапаны и седла двигателей внутреннего сгорания
|
|
|
|
|
режущий инструмент раличного назанчения (фрезы,
ножи)
|
детали нефтехимической, энергетической и общепромышленной
запорной арматуры, валы, защитные втулки, диски,
кольца центробежных насосов
|
|
|
|
|
Читайте также:
Ремонт и восстановление
деталей машин
Плазменно-порошковая наплавка шнеков экструдеров и
термопластавтоматов
Плазменная наплавка: технологии...
Сплав на Fe-основе для плазменно-порошковой наплавки
шнеков экструдеров и термопластавтоматов

1 · · · 2 · · ·
3 · ·
· 4 · · · 5
· · · 6 · ·
·
|










