|
Для повышения срока службы шнеков экструдеров и термопластавтоматов
в мире широко применяют наплавку рабочих поверхностей
износостойкими сплавами [1, 2]. Чаще всего для этих
целей используют сплавы на основе никеля и кобальта.
Наплавку осуществляют как вручную газоплазменным или
аргонодуговым способами с присадкой прутков, так и
механизированными способами, среди которых особо следует
выделить плазменно-порошковую
наплавку [3, 4]. В последнем случае присадочный
материал используют в виде порошка грануляции 50…200
мкм. Во избежании трещин в наплавляемом слое детали
предварительно подогревают до температуры 500…600
°С, а иногда применяют и сопутствующий подогрев.
Как показывает опыт, предварительный подогрев не
только усложняет процесс наплавки, но и заметно его
удорожает. Кроме того, широкое применение никелевых
и кобальтовых сплавов для наплавки шнеков скорее традиционно,
чем вызвано необходимостью. Такие уникальные их свойства,
как жаропрочность, горячая твёрдость, коррозионная
стойкость и другие, хотя и важны в условиях работы
червячных машин, но не являются определяющими. Поэтому,
по мнению автора, они с успехом могут быть заменены
на более дешёвые и более износостойкие сплавы на основе
железа.
К сожалению, известные промышленные сплавы на основе
железа имеют такой же серьёзный технологический недостаток,
как и никелевые или кобальтовые сплавы, а именно повышенную
склонность к образованию трещин при наплавке.
Автором данной статьи специально для плазменно-порошковой
наплавки шнеков был разработан новый
износостойкий сплав системы Fe-Cr-V-Mo-C, стойкий
против трещин. При его разработке максимально учитывались
условия эксплуатации этих деталей и их конструктивные
особенности.
В настоящей статье описаны свойства сплава для наплавки
шнеков и опыт его эксплуатации в промышленности.
Структура и фазовый состав сплава после наплавки
Микроструктуру и фазовый состав наплавленного металла
исследовали с помощью оптической и электронной металлографии,
а также методами рентгеноструктурного, микрорентгеноспектрального
и химического фазовых анализов (исследования выполнены
в Институте электросварки им. Е.О. Патона НАН Украины).
Структура металла в исходном состоянии после наплавки
(рис.1) состоит из твёрдого раствора на основе железа,
карбидной эвтектики и избыточных карбидов ванадия
VC. Особенностью структуры является очень мелкое зерно
(10…15 мкм) и веерообразная форма эвтектики, располагающиеся
в виде отдельных колоний, как бы внедрённых в матрицу
(рис. 1а). Форма и строение эвтектических колоний
хорошо видны на фотографии (рис.1б), полученной с
помощью электронного растрового микроскопа JSM-35;
тонкие пластинки эвтектических карбидов чередуются
с твёрдым раствором, заполняющим промежутки между
ними. Такое строение эвтектики обеспечивает сплаву
сочетание высокой прочности и пластичности sв=
1000мПа, ан=25кг/см2.
 а
а |
 б
б |
|
Рис.1. Микроструктура
наплавленного металла:
а) оптический микроскоп (х500); б) электронный
микроскоп (х3000)
|
Карбиды ванадия мелкие (до 5 мкм), имеют округлую
форму и сравнительно равномерно распределяются по
всему объёму сплава. Общее количество карбидной фазы
по данным химического фазового анализа составляют
около 16%. Как показал рентгеноструктурный анализ
анодного осадка, в состав карбидной фазы помимо карбидов
ванадия VC входят эвтектические карбиды на основе
хрома типа Ме7С3,
молибдена типа Ме2С и карбиды
цементитного типа Ме3С, в которых часть атомов железа
замещена атомами других элементов.
Матрица сплава представляет собой (g
+ a) - твёрдый раствор
с микротвёрдостью HV25 400…450.
В твёрдом растворе по данным микрорентгеноспектрального
анализа содержится около 15% Сr, 3% V, 2% Mo, 5% Ni.
| Высокая
степень легированности твёрдого раствора данными
элементами существенно замедляет g
® a превращения. Как показывают исследования,
выполненные на скоростном дилатометре при непрерывном
охлаждении с высоких температур (рис. 2), точка
начала мартенситного превращения Мn в зависимости
от скорости охлаждения лежит на уровне 110 - 130°С.
|

Рис.2. Дилатометрические кривые
при непрерывном охлаждении наплавленного металла
с высоких температур
|
Благодаря этому в сплаве фиксируется до 60…80% остаточного
аустенита. Это благоприятно сказывается на пластичности
сплава и позволяет релаксировать значительную часть
напряжений, возникающих при быстром охлаждении в процессе
наплавки.
Структура и фазовый состав сплава после термической
обработки
При изготовлении шнеков обязательной технологической
операцией является высокий отпуск, поэтому важно знать
его влияние на структуру и свойства наплавленного
металла. Исследования, выполненные на вакуумном дифференциальном
дилатометре Шевенара, дают возможность судить о структурной
чувствительности сплава к последующему нагреву и охлаждению.
Как видно из дилатометрической кривой (рис.3) (нагрев
и охлаждение со скоростью 150-170 К/ч) в наплавленном
металле происходят a « g
фазовые превращения. Критические точки выражены довольно
чётко: точка Ас1 лежит на уровне
650°С, точка Ас3 - 850°С.

Рис.3. Дилатометрическая кривая
при непрерывном нагреве и охлаждении наплавленного
металла, Vнагр.=150-170 К/ч
|
При охлаждении
имеет место мартенситное превращение со значительным
объёмным эффектом. Следует отметить, что структурные
превращения в металле начинаются несколько раньше
примерно при температуре 550°С, характеризующиеся
уменьшением объёма (кривая загибается вниз). При
этих температурах начинается выпадение из пересыщенного
аустенита тонкодисперсных карбидов Cr, Mo и V. |
Сказанное подтверждается дилатограммами отпуска при
этих температурах (рис.4), свидетельствующими о значительном
объёмном эффекте дополнительного мартенситного превращения,
которое происходит в сплаве вследствие обеднения аустенита
легирующими элементами и снижения его устойчивости против
распада.
| Твёрдость
наплавленного металла при этом повышается с HRC
42…43 до 51-53 (рис.5). Максимальное её значение
достигается при температуре отпуска 650°С. При
этой же температуре наблюдается и максимальный
распад аустенита. Увеличение длительности выдержки
не вызывает заметного прироста твёрдости, поскольку
наиболее интенсивное выпадение карбидов, по-видимому,
происходит в начальный период. |
Рис.4. Дилатометрические кривые
отпуска наплавленного металла: 1 - 600°С,
1ч; 2 - 700°С, 1ч
|
После отпуска при 700°С вследствие большего обеднения
аустенита, объёмный эффект мартенситного превращения
выражен сильнее (рис.4 кривая 2), хотя твёрдость наплавленного
металла несколько ниже (рис.5). Уменьшение твёрдости
здесь по сравнению с отпуском при 650°С происходит,
по-видимому, из-за распада первоначального мартенсита
и коагуляции карбидов.

Рис.5. Влияние температуры
отпуска на твердость HRC,
износостойкость Є и количество остаточного
аустенита Аr
|
Выделение дисперсных карбидов при отпуске сплава
удалось выявить исследованиями с помощью электронного
растрового микроскопа.
|
| На рис. 6 показаны
характерные места выпадения этих карбидов. Зарождаются
они как в зёрнах твёрдого раствора, так и в эвтектических
колониях, по-видимому, в тех местах, где существуют
наиболее благоприятные термодинамические условия
для их образования: дислокации в мартенсите, границы
фаз и др. |
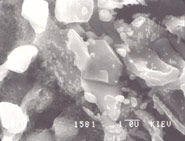
Рис.6. Выделение тонкодисперсных
карбидов в сплаве после отпуска при температуре
650 °С, 1 ч
|
Служебные свойства наплавленного металла
Учитывая структурную чувствительность наплавленного
металла к термической обработке, рассмотрим влияние
отпуска на износостойкость, механические и трибологические
его свойства.
Износостойкость. Зависимость износостойкости
наплавленного металла от температуры отпуска показана
на рис. 5. Испытания проводили на лабораторной установке
НК-М [5 ]. Абразивом служил мелкодисперсный кварцевый
песок с размером зёрен <= 80мкм. В качестве эталона
использовали образцы из отожжённой стали 45.
Как видно из рис.5, износостойкость наплавленного
металла сначала в интервале температур отпуска до
400°С растёт, а затем несколько снижается. Это связано
прежде всего с влиянием отпуска на количество и устойчивость
остаточного аустенита в сплаве, который играет большую
роль в процессах изнашивания [6, 7]. Положительная
роль метастабильного аустенита состоит в том, что
не только он сам хорошо сопротивляется абразивному
изнашиванию, вследствие образования при трении в поверхностном
слое мартенсита деформации, но и прочно удерживает
от выкрашивания мелкие карбиды ванадия. После низкого
и среднего отпуска общее количество остаточного аустенита
еще сохраняется, но вследствие диффузионного перераспределения
углерода устойчивость его снижается, и создаются более
благоприятные условия для образования мартенсита деформации,
чем и можно объяснить наблюдаемое повышение износостойкости.
Высокий отпуск, особенно при 650°С, вызывающий распад
остаточного аустенита, приводит к некоторому снижению,
по сравнению со средним отпуском, износостойкости
сплава, хотя твёрдость в этом случае значительно выше.
Дополнительную износостойкость наплавленному металлу
придает азотирование, которое, как правило, применяется
для защиты остальной части шнека от износа при изготовлении
новых деталей. Азотированный слой из-за высокой легированности
металла получается неглубокий (до 0,05 мм), но очень
твёрдый HV25 1288 (рис. 7).
Благодаря этому, процесс изнашивания наплавленного
металла, особенно на начальном этапе, существенно
замедляется. На рис. 8 приведены результаты сравнительных
испытаний в одинаковых условиях рассматриваемого сплава
и некоторых типичных представителей износостойких
сплавов на основе Ni, Co и Fe. Химический состав испытанных
сплавов приведен ниже в таблице.
 |
Рис.7. Распределение твердости в азотированном
слое наплавленного металла |
Таблица
| Марка
порошка (сплава) |
Содержание
элементов, % мас.
|
Твёрдость
HRCЭ
|
|
C
|
Si
|
Mn
|
B
|
Cr
|
W
|
Ni
|
Co
|
Fe
|
ПГ-СР4
(ХН75С4Р4) |
0,7
|
3,9
|
-
|
3,2
|
15,8
|
-
|
Ост.
|
-
|
<=3
|
58
|
ПГ-10К-02
(Стеллит
6) |
1,1
|
2,1
|
-
|
-
|
28,1
|
4,4
|
-
|
Ост.
|
-
|
42
|
ПГ-С1
(Сормайт 1) |
2,7
|
2,9
|
2,7
|
-
|
28,6
|
-
|
4,3
|
-
|
Ост.
|
46
|
| Как видно
из рис.8 относительная износостойкость нового
сплава как и в исходном состоянии, так и после
отпуска с азотированием заметно выше, чем у никелевого
(ПГ-СР4) и кобальтового (Стеллит 6) сплавов. После
азотирования она становится также выше, чем у
Сормайта 1. |

Рис.8. Относительная износостойкость
испытанных промышленных сплавов:
1) ПГ-СР4; 2) Стеллит 6; 3) Сормайт 1;
4) PMalloy 21
|
Стойкость против задирания. Обеспечение высокой
стойкости рабочих поверхностей шнека и цилиндра против
абразивного изнашивания ещё не даёт гарантии надёжной
работы оборудования. При выборе сплавов для наплавки
этих деталей наряду с другими требованиями следует
учитывать также их совместимость при трении, т.е.
стойкость против схватывания. В противном случае может
развиваться опасный вид изнашивания - изнашивание
при заедании, основными формами которого являются
глубинное вырывание металла, перенос его с одной поверхности
на другую и воздействие возникших неровностей на сопряженные
поверхности.
Изнашивание при заедании может возникать при непосредственном
контакте вращающегося шнека и неподвижного цилиндра,
если материалы пары имеют плохую совместимость при
трении. А такой контакт возможен из-за несоосности
деталей, прогиба шнека, дефектной сборки и др.
Совместимость сплава с материалами цилиндра оценивали
на установке трения по схеме "штырь - плоскость
диска". Штырь имитировал виток шнека, диск -
цилиндр. Данная методика испытаний подробно описана
в работе [8]. Материалами цилиндра служили самофлюсующийся
сплав на основе Ni XH75С4Р4 (ГОСТ 21448-75), который
используется для наплавки цилиндров, и азотированная
сталь 38ХМЮА. Для сравнения в качестве материала шнека
испытывали так же стеллит 6.
Эксперименты проводили в условиях трения без смазки
при постоянной скорости скольжения 0,7 м/с и ступенчатом
повышении давления в контакте до наступления явно
выраженного задира, который фиксировался по увеличению
амплитуды колебания диска, силы трения, характерному
звуку и визуально с помощью микроскопа по виду дорожки
трения. Совместимость пар трения оценивалась по комплексу
характеристик, включающему износ образцов, коэффициент
трения, давление начала задира и объёмную температуру,
с привлечением данных профилографирования дорожек
трения и металлографии.
На рис.9 приведены зависимости массового износа штыря
Dm1
и диска Dm2,
коэффициента трения f и объёмной температуры
t от нормального давления P
для пар трения PMalloy 21 - ХН75С4Р4 (а),
PMalloy 21 - азотированная сталь 38ХМЮА (б),
стеллит 6 - ХН75С4Р4 (в). Общей особенностью
этих зависимостей является наличие экстремумов и перегибов
при давлениях P3,
соответствующих появлению задиров.

а 
б |
в Рис.9. Зависимости
массового износа штыря Dm1
и диска Dm2,
коэффициента трения f и температуры
t от нормального давления P
для пар трения:
а) PMalloy 21 - ХН75С4Р4
б)PMalloy 21 - азотированная сталь
38ХМЮА
в) Стеллит 6 - ХН75С4Р4
|
При давлениях P < P3 имеет
место процесс нормального механохимического износа,
характеризующегося практически линейной зависимостью
массового износа элементов пар трения и средней объёмной
температуры от давления. Коэффициент трения в этой
области с повышением давления несколько снижается.
При давлениях P > P3 наблюдается
процесс интенсивного разрушения трущихся поверхностей,
сопровождающийся резким увеличением износа одного
из образцов и переносом его металла на другой, возрастанием
коэффициента трения и ростом интенсивности тепловыделения.
Как видим, по этим характеристикам наилучшую совместимость
имеет пара а (P3
= 10,2 МПa), на втором месте пара в
(P3 = 7МПа) и на третьем -
б (P3 = 5,4МПа).
Интересно отметить разный характер переноса металла
в парах трения, что видно по изменениям потери массы
образцов. В паре а после наступления
схватывания материал штыря переносится на диск, в
паре в, наоборот, материал диска переносится
на штырь, а в паре б - перенос металла
отсутствует.
Опыт промышленного использования сплава.
Разработанный сплав в виде порошка используется в
промышленности для наплавки шнеков с 1986 года. За
этот период накоплен большой опыт по наплавке и эксплуатации
наплавленных деталей как при переработке простых,
так и наполненных полимеров. В настоящее время выпускается
под торговой маркой PMalloy 21.
На практике наплавляют шнеки литьевого и экструзионного
оборудования диаметром от 32 до 250 мм и длиной от 600
до 5000 мм. Порошок PMalloy 21 обеспечивает прекрасное формирование
наплавленного металла (рис.10) и при правильном выборе
режимов наплавки полное отсутствие трещин в нем, даже
на очень массивных деталях. Это важное технологическое
преимущество данного сплава позволяет отказаться от
предварительного подогрева заготовки и тем самым значительно
упростить и удешевить процесс наплавки.
| Порошок
можно с успехом применять как при изготовлении
новых шнеков, так и при восстановлении изношенных
деталей. В последнем случае за счет хорошего формирования
наплавленного металла механическая обработка сводится
только к финишной шлифовке гребня витка по диаметру. |
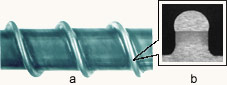
Рис.10. Внешний вид наплавленного
шнека д.45 мм (а)
и макрошлиф наплавленного валика (б)
|
По сравнению с азотированными стойкость наплавленных
шнеков выросла в 3-5 раз в зависимости от вида перерабатываемых
материалов. На рис. 11 показан внешний вид двух шнеков
д.45 мм шприцмашины "Kuasy"
после эксплуатации в одинаковых условиях при переработке
наполненного полиамида 6.6.

а |

б
|
|
Рис.11. Внешний
вид шнеков д.45 мм
после эксплуатации при переработке полиамида
6.6:
а) азотированный шнек без наплавки;
б) наплавленный шнек с последующим азотированием
|
Фотографии убедительно доказывают преимущество наплавленных
шнеков. В первом случае износ витков настолько велик,
что от них почти ничего не осталось, а во втором они
сохранились полностью. Несмотря на некоторый износ
боковых поверхностей витков и впадин, шнек остается
пригодным для дальнейшей эксплуатации и способен обеспечивать
номинальную производительность переработки полимеров.
Вывод
Комплексные исследования структуры и свойств разработанного
сплава и длительный опыт эксплуатации наплавленных
шнеков убедительно показывают, что данный сплав по
работоспособности с успехом может заменить сплавы
на основе Ni и Co, традиционно применяемые в промышленности
для наплавки этих деталей. Он более износостойкий,
более технологичный и значительно их дешевле.
|





